着想
スピーカーは、振動板のみが正確に振動し、その他は一切振動しないのが理想ですが、実際はどんな材質を用いてもスピーカーキャビネットは振動してしまい、不要な音を出す事は避けられません。
「キャビネットの材質を天然素材で統一すれば、この不要な音を人の耳にそれほど不快でないものに変えられるのでは?」というのが出発点でした。
その後、響きの綺麗な素材の組み合わせで、振動を抑える(響きすぎない)方向に設計方針を改めました。
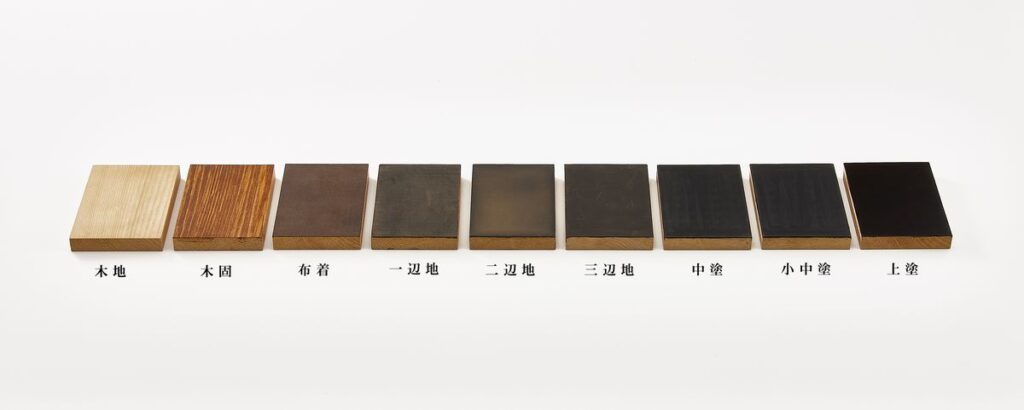
剛性を向上させると同時に振動減衰効果を発揮する輪島本堅地
木地に漆で布を貼り付ける「布着せ」や「地の粉(珪藻土)」を漆と混ぜ合わせ、箆で塗る輪島独特の下地塗りが不要な振動を抑えるのに有効と思われます。 (100mm×150mm×18mmの板材によるテストで、剛性が50パーセント向上し、更に振動の減衰時間も25パーセント短くなります。)
スピーカーシステムの音質を左右する要素は、ユニットの性能、キャビネットの構造、ネットワーク回路等多岐に渡り、板材や塗装もその一要素です。
アナログプレーヤーも同様で、フォノモーター、トーンアームの性能を引き出すためのキャビネットという考えから 剛性を上げる手段として輪島塗の下地行程に着目しました。
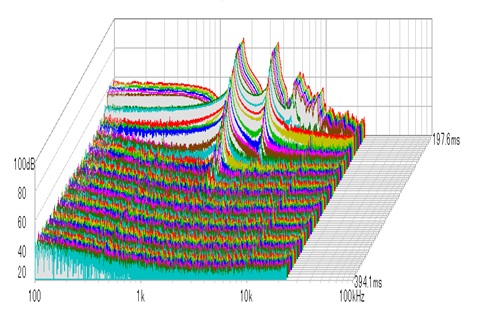
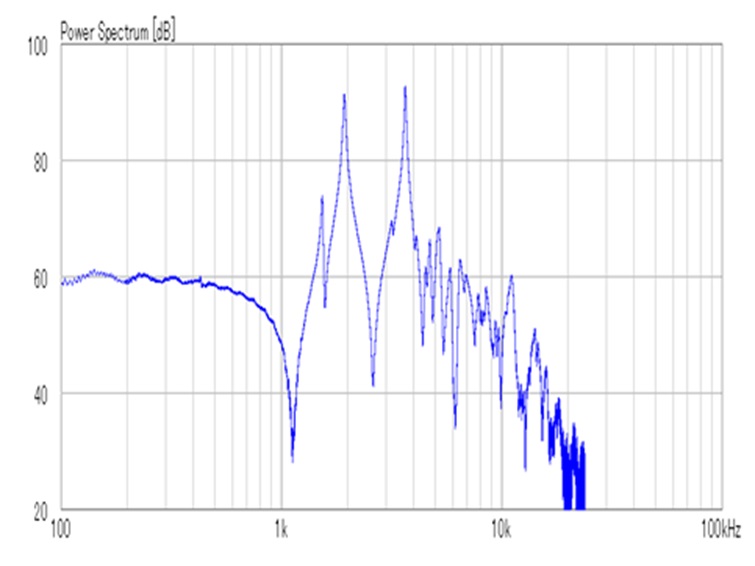
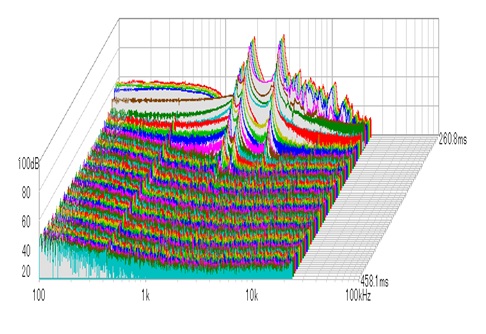
100mm×150mm×18mmの各工程のサンプルに鉄球で衝撃を加えた振動データ
アテ無垢材(木地)測定用サンプル

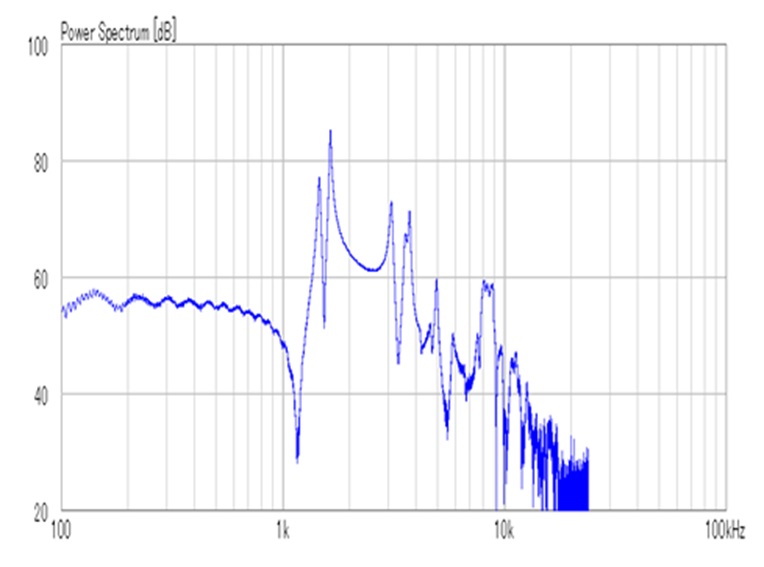
アテ無垢材(木地)共振周波数特性
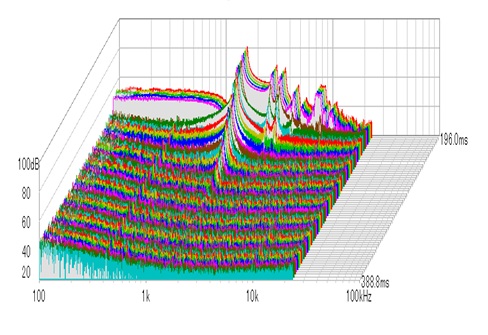
アテ無垢材(木地)共振が収まるまでの時間経過をグラフ化したもの
布着工程測定用サンプル

布着工程 共振周波数特性
布着工程 共振が収まるまでの時間経過をグラフ化したもの
一辺地工程測定用サンプル

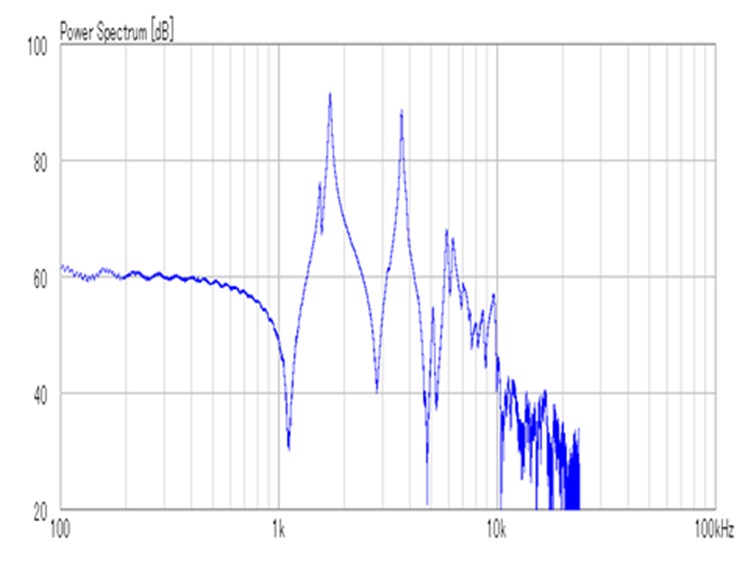
一辺地工程 共振周波数特性
一辺地工程 共振が収まるまでの時間経過をグラフ化したもの
工程別共振周波数比較表
| 工 程 | 密度(p) | 一次共振(Hz) | 減衰時間(msec) |
| 木地 | 0.45 | 1.6k | 120 |
| 布着せ | 0.45 | 1.8k | 110 |
| 一辺地 | 0.47 | 2.0k | 90 |
データ読み取りの一例として 実際に測定してくださった キャビネットの重要性を理解して協力してくれているスピーカーシステム設計者の解説です。
材料特性の読み方は以下の通りです。
一次共振の周波数がその材料の強さに比例します。
本来は、二次以降も100×150×18の大きさと縦、横、厚さの剛性(=強度)に比例した共振が出ます。
アテ無垢材は一次ははっきりと出ていますが、二次以降は不明確な出方です。
これは材料の横と厚さ方向の強度が低く(木目方向だけに強い)、内部損失が大きい(ゴムや粘土のような性格)からです。
布着せや一辺地では、一次共振が上がる(強度が上がり)と共に二次の共振が明確になっています。
(なお、一次共振周波数上昇の割合から剛性の上昇率が求められます。)
無垢材そのものは変化していませんから、表面の性質となります。
ここからは推測です。
板材を叩いたり、スピーカー内部からの振動が表面に達した場合、表面の強度が全方向に高いと振動は表面を均等に走るので、分散され特定の強調感を持たなくなります。
この結果、自然な響きや板材が無いような響きに聞こえると推測しています。
別の言い方をすれば、柔らかいアテの表面に自然の漆の強い表面を造ることにより、とても自然な響きで箱がないように聞こえるキャビネットになっていると言えると思います。
材質・構造・技法
スピーカーユニットに応じた内容積の設定には、シミュレーションソフト等も用いますが、材質・構造については指物師の意見を取り入れながら、実際に作っては音を聴く事を繰り返して選定しました。
1台1台手作りですので、スピーカーキャビネット、アナログプレーヤーキャビネット共にお客様のご要望に細かく対応しております。
木工
輪島で古くから建築材や重箱の木地等として用いられてきたアテ(能登ヒバ)を伝統的指物技術で加工、板と板の接合に伝統的組継を応用し、更に漆を流し込み強固に接着しています。
これまでスピーカーキャビネットに関しては、一貫して無垢材を使用してきましたが、アナログプレーヤーキャビネットに関しては、大面積の板材が必要な場合は、経年変化による板材の変形や収縮等を考慮して、一部合板を使用します。
漆工
布着せ
木地に漆を吸わせた布を貼り付けて強度を上げます。
グラスファイバーやカーボンファイバーを樹脂で固めるのと原理的に同一で、飛躍的にキャビネットの剛性が向上します。
地の粉による下地塗
輪島市内で産出される珪藻土を焼成、粉末化した「地の粉」を漆と混ぜ合わせ、箆で塗る輪島独特の下地塗で、多孔質の地の粉が漆を吸込み硬化後強靭な下地層を形成します。
(能登産珪藻土の成分はSiO2 74.32% Al2O3 8.26% Fe2O3 2.27% )
また地の粉は粒子の粗い順に一辺地、二辺地、三辺地と呼ばれ、一辺地、二辺地、三辺地の順に塗り重ねます。
地の粉が多孔質である事と粒子の大きさが異なる下地層が三層重なり共振を互に打消し合う事で、剛性が向上したにもかかわらず、高い周波数のピークを持たずに振動減衰効果も発揮します。
環境対策
天然木を漆で仕上げる事で塗装面の美しさや音質改善の効果の他に、環境負荷を低減できるというメリットも生まれてきます。
電機系が、簡単に取り外せる構造になっているため、塗り直しができ、また、電機系を外した状態では全て天然素材なので、廃棄処分しても土に還ります。
吸音材
これは音質を優先した結果ですが、吸音材にはウールやコットンを使用しています。
半田
これも音質を優先した結果ですが、極力圧着接続を用い止むを得ない場合のみ無鉛半田を使用しています。
顔料
黒漆仕上
鉄分に反応し黒くなる漆の性質を利用し精製された黒漆を使用、顔料を使用していません。
溜塗仕上
一般的に朱漆で上塗りした後に、もう一度朱合漆(顔料の入っていない半透明の上塗用漆)で上塗りする「溜塗」で、朱漆のかわりに弁柄漆(顔料の主成分が酸化鉄で赤系の顔料で最も環境負荷が小さい)を用いています。
弁柄は他の赤系顔料と比較すると、発色はやや劣るものの落ち着いた仕上がりになります。
原材料や製造工程についてはブログを御覧下さい。